欢迎来到芜湖锦弦钢结构有限公司网站!

 13625531509
13625531509



C型钢加工也可以采用气割的方式,但为了提升气割质量,尽量采用小口径喷嘴,并在切割后用锤子轻轻敲打,使切口平整,达到各种用途的要求。跟其他冷弯型钢一样,c型钢加工生产过程中面临的问题是内应力的问题,由于材料存在大的内应力,一旦投入使用的话有可能会发生变形,从而影响其使用效果。c型钢加工的应力没有办法避免,在冷弯c型钢加工的开卷、滚剪、闭卷等工艺过程中,都会增加相应的内应力,主要的是通过机械强制变形导致冷弯c型钢加工具有相应的应力。除此之外,冷弯c型钢加工如果没有喷涂底漆,那么除锈和钝化工艺也将会使得它的内应力释放出来,造成弯曲和扭变。 镀锌C型钢普遍用于钢结构建筑的檩条、墙梁,也可自行组合成轻量型屋架、托架等建筑构件。此外,还可用于机械轻工制造中的柱、梁和臂等。镀锌C型钢被用作城市轨道交通、地铁、立体车库、屋架、檩条、桁架、刚架、墙架、龙骨、屋面板、墙板、楼板、门窗乃至容器、管道、围堰、钢板桩、防波堤等。与热轧型钢相比较,在相同截面面积的情况下,回转半径可加大50~60%,截面惯性矩可加大0.5~3.0倍,因而能较正确地利用材料不错度。



镀锌C型钢是一种比较理想的型钢材料,可以用以制作很多产品,这其中也包括焊接球。那大家知道是如何利用镀锌C型钢来制作焊接球的呢?镀锌C型钢制作焊接球的方式表常用的有两种,一种是热轧,一种是冷轧。而市场上出现的焊接球基本都是热轧的,起先将钢板下料热轧成半球,然后通过接卸加工、装配焊接的方式形成一个球体。这种方式生产出来的焊接球有一个致命的弱点,那就是容易产生壁厚不均的现象。而关于镀锌C型钢球的圆度,改成要控制在良好的状态,避免出现大的误差。否则不仅会影响到球的拼装尺寸,还会造成节点偏心,使得成品球直径偏小。 在加工镀锌C型钢的过程中,安装模具并对主机进行测试。然后启动空气压缩机、真空泵、挤出机、切砖机、给料机、压砖机、主机和瓷砖输送机。泊车时,起先休止挤压机,然后休止其余设备。我们在使用设备前,检查连接是否,安装螺栓螺母是否拧紧,用电启动发念头试运转前,在左右底盘加足够的润滑油。从挤出机挤出的泥坯由切割机切割成固定长度,由辊式输送机输送到压砖机,并由装载机按照程序输送到下模。将由C型钢机压制的砖坯在工作台上分度后,由卸砖机的真空吸盘吸附,分度后放置在输送线的砖坯支架上。
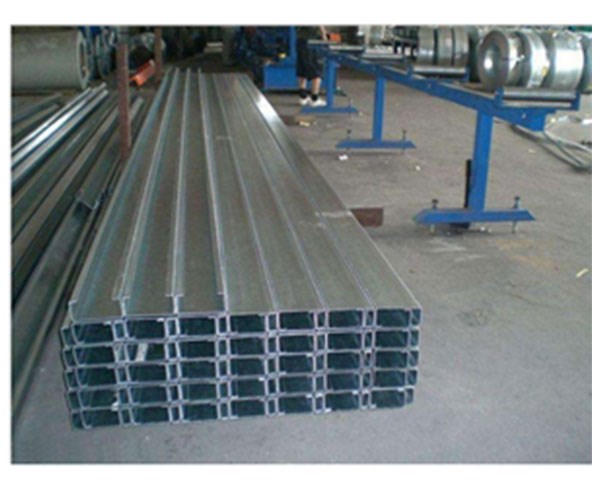
C型钢加工设备生产线轧制的C型钢产品拉伸、弯曲、压缩性能好,平整度好,全自动定长切割,自动冲孔,自动化程度高,安装方便,自动飞锯切割或液压切割,操作简单,设计方案灵活性高。生产的C型钢产品可作为大中型工业和民用建筑的主要受力结构,如厂房、仓库、车库、机库、展览馆、影剧院、体育场馆、市场花棚等的屋面承重和墙体平撑。 冷弯型钢是制作钢结构的主要材料,一般采用钢板或钢带冷弯成型工艺。型材的厚度是由原材料决定的,所以C型钢和生产线的壁厚也有很大的灵活性,生产工艺统一,生产速率提升,这也是守旧热轧法很难生产出各种壁厚均匀但截面形状复杂、材质不同的型材的冷弯型钢原因。随着经济社会的发展,C型材料在很多企业的应用越来越多,所以在C型钢加工设备生产线的选择上也存在多样性:操作系统、成型方案、设备材料等。


扫一扫手机网站






 在线客服
在线客服 13625531509
13625531509 285799770@qq.com
285799770@qq.com